| 产地:安徽 | 材质:高速钢 | 适用机床:裁断机 |
| QQ号:723350219 | 价格:300 | 公司名称:马鞍山市嘉利锐精密刀锯科技有限公司 |
| 分类:刀片 | 微信号:13855523728 | 联系人:张先生 |
| 规格(直径*全长):50~150mm |
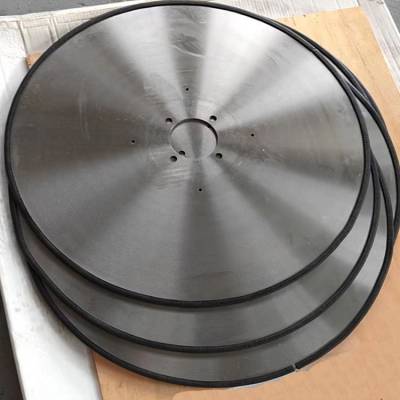
中文名称:圆刀片外形圆形状直径∮300-1000mm厚度0.5 -300mm,圆刀分为平圆刀、齿形圆刀、锋钢圆刀、合金圆刀等。大圆刀片,大圆刀,圆刀,圆形刀,小圆刀,一般圆形刀片的直径:∮300-1000mm,厚度0.5 -300mm;折页机圆刀,锋钢切割机圆形刀,石锦瓦圆刀片,分切机圆形刀,分切上刀下刀,硬质合金分切圆刀,纸箱虚线分切圆形刀,虚线圆形刀片,切纸机圆刀,粉粹机圆刀,切橡胶圆刀,分切皮革用圆刀,分条刀片,钨钢圆刀片,合金刀片,合金圆刀片等等。
每天都在使用裁切机时,由于各种因素往往会出现上刀、下刀现象(也称凸刀、凹刀现象),给后面的套准带来困难。在此小编对上刀、下刀现象的产生原因做一分析与总结。
1、操作原因
(1)操作时不压千斤,定位后直接裁切,导致出现上刀、下刀现象。裁切时,应先压实千斤,之后再裁切;
(2)向前推送材料时用力不足或用力过猛,材料被弹回,造成歪斜出现上刀、下刀。裁切纸张时应规范操作。
2、刀条原因
正常时刀条与平台平面平行。当刀条过高或过低时,也容易出现上刀、下刀现象。这时需调整刀条使其与平台平面平行。
3、刀片的角度调节不正确
刀片的角度应根据被裁切材料而定,薄、松、软的原材料,刀片角度要小,一般为25~30°;厚、实、硬的原材料,刀片角度要大,一般为30~35°。否则,容易出现上刀、下刀现象,并加快刀片钝化。
、材料原因
如当纸张出厂时间较短、较松软,纸张内滞留空气较多、不实,裁切时也易出现上刀、下刀现象。
9、千斤压力不够
(1)机械压力弹簧弹力不够。此时必须增大压力,如果增大到***位置时还不行,则需更换弹簧。注意:如果是多根弹簧中的一根断了,则需同时更换多根弹簧,否则也会出现压力不均、不够等现象,造成上刀、下刀现象。
(2)液压不足。即油路或油泵中的液压油不够,从而导致压力不足,此时需查明原因,对症下药。